| 品 牌: | 河北威岳 |
| 单 价: | 7260.00元/件面议 |
| 最小起订: | 1 件 |
| 发货期限: | 自买家付款之日起 3起 天内发货 |
| 所 在 地: | 河北省 沧州 |
| 供货总量: | 500 件 |
| 有效期至: | 长期有效 |
| 联系我时,请提及在百方网看到,会有优惠。 | |
 您还没有登录,请登录后查看联系方式
您还没有登录,请登录后查看联系方式 发布供求信息 发布供求信息 |
 推广企业产品 推广企业产品 |
 建立企业商铺 建立企业商铺 |
 在线洽谈生意 在线洽谈生意 |
近日有很多购买过铸铁装配平台的客户咨询我们铸造厂为你们家的铸铁装配平台有什么作用,是如何加工的,小编我在咨询咱家技术人员后总结的以下几点:
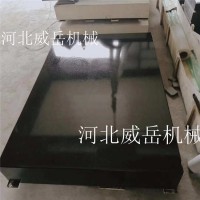
铸铁装配平台厂家生产的铸铁装配平台使用高强度铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年),铸铁装配平台的工作面采用刮削工艺,铸铁装配平台铸铁平台厂家生产的铸铁装配平台工作面加工有T型槽,主要用来固定工件,是钳工工人用来调试设备,装配设备,维修设备的基础工作平面。

铸铁装配平台又称装配平板,装配定盘,主要应用于动力机械设备的装配及调试,表面带有T形槽,可以固定动力机械设备,可以拼装使用。
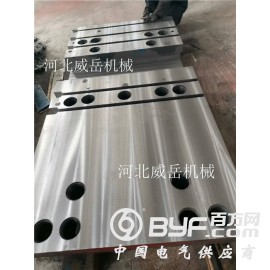
铸铁装配平台厂家泊头威岳机械有限公司用龙门刨加工T型槽的方法一般如下:
1、按照在的端面和上平面已经画好的加工线找正和装夹平台。
2、用切槽刀刨出直角槽。如果T型槽较小(槽宽小于100mm),顶部直角槽精度要求不高,可在一次走刀中切出,使其宽度等于T形槽槽口的宽度。如果T形槽较小和槽口精度要求较高或T形槽较大时,必须粗刨和精刨两次刨出直角槽。
3、刨侧面左右凹槽。加工前,用铸铁直角尺或铸铁方尺检查弯头切刀切削刃与铸铁平台顶面是否垂直(允许倾斜一个小度角ε,一般取ε=25'~30',以抵抗切削抗力使刨刀刀杆产生的弯曲弹性变形),若不垂直,则应重新调整刀具到保证垂直为止。然后用弯头切刀分别刨削左右侧面的凹槽。
4、倒角。用两个主偏角均为45°的尖头刨刀倒角。
铸铁装配平台厂家生产的铸铁装配平台的生产过程中会出现一些产品缺陷,只要采用正确的方法可以进行工艺弥补,铸铁装配平台工作面的缺陷是不可以忽视的重要部位,铸铁装配平台主要的缺陷包括:气孔、沙孔、夹沙、缩松等。铸铁装配平台的缺陷在《中华人民共和国机械行业标准》jb/t7974—2000里有处理的详细规定。铸铁装配平台厂家生产的铸铁装配平台使用寿命和缺陷修复有密切的关系。所以对铸铁装配平台的缺陷做修复时要严格按工艺要求处理。
河北威岳机械有限公司(http://www.chinaweiyue.com)位于中国工量具生产基地——泊头市。公司始建于1968年,是原机械部量具定点生产厂,公司产品t型槽平台和试验平板广泛应用于机械、发动机的动力实验、设备调试,具有较好的平面稳定性和韧性,同时为了方便用户,可根据客户要求加工订做各种铸件、非标准量具、地轨、槽铁、铁底板等产品
 会员中心
会员中心