| 品 牌: | 天佑数控 |
| 单 价: | 面议面议 |
| 最小起订: | 1 台 |
| 发货期限: | 自买家付款之日起 3起 天内发货 |
| 所 在 地: | 江苏省 泰州 |
| 供货总量: | 1000 台 |
| 有效期至: | 长期有效 |
| 联系我时,请提及在百方网看到,会有优惠。 | |
 您还没有登录,请登录后查看联系方式
您还没有登录,请登录后查看联系方式 发布供求信息 发布供求信息 |
 推广企业产品 推广企业产品 |
 建立企业商铺 建立企业商铺 |
 在线洽谈生意 在线洽谈生意 |
1.不需要制造形状复杂的工具电极,就能加工出以直线为母线的二维曲面。
2.能切割0.05毫米左右的窄缝。
3.加工中并不把多余材料加工成为废屑,提高了能量和材料的利用率。
4.在电极丝不循环使用的低速走丝电火花线切割机床加工中,由于电极丝不断更新,有利于提高加工精度和减少表面粗糙度。
5.快走丝线切割能达到的切割效率一般为20~60毫米2/分,可达300毫米2/分;加工精度一般为±0.01~±0.02毫米,可达±0.004毫米;表面粗糙度一般为Rα2.5~1.25微米,可达Rα0.63微米;切割厚度一般为40~60毫米,可达800毫米。
快走丝线切割加工条件:
钼丝与工件的被加工表面之间保持间隙,间隙的宽度由工作电压、加工量等加工条件而定。快走丝线切割加工时,在有绝缘性能的液体介质中进行,如煤油、皂化油、去离子水等,要求教高绝缘性是为了利于产生脉冲性的火花放电,液体介质还有排除间隙内电蚀产物和冷却电极作用。钼丝和工件被加工表面之间保持间隙,如果间隙过大,极间电压不能击穿极间介质,则不能产生电火花放电;如果间隙过小,则容易形成短路连接,也不能产生电火花放电。采用脉冲电源,即火花放电是脉冲性、间歇性。在脉冲间隔内,使间隙介质消除电离,使下一个脉冲能在两极间击穿放电。
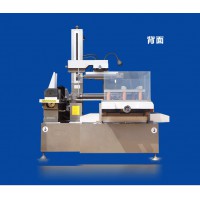
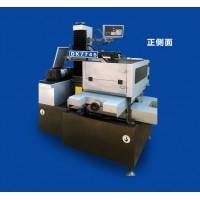
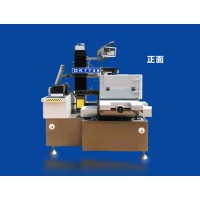
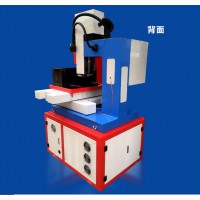
泰州天佑数控机床制造有限公司:线切割、线切割机床、中走丝机床、快走丝线切割、线切割机床生产厂家
 会员中心
会员中心