| 品 牌: | 海泰 |
| 单 价: | 36.00元/kg面议 |
| 最小起订: | 15 kg |
| 发货期限: | 自买家付款之日起 1起 天内发货 |
| 所 在 地: | 河北省 邢台 |
| 供货总量: | 77700 kg |
| 有效期至: | 长期有效 |
| 联系我时,请提及在百方网看到,会有优惠。 | |
 您还没有登录,请登录后查看联系方式
您还没有登录,请登录后查看联系方式 发布供求信息 发布供求信息 |
 推广企业产品 推广企业产品 |
 建立企业商铺 建立企业商铺 |
 在线洽谈生意 在线洽谈生意 |
HT-YD888Ni高硬度耐磨焊丝 气体保护堆焊焊丝 药芯耐磨焊丝 铬基碳化钨堆焊焊丝
HT-YD888Ni气体保护药芯耐磨焊丝
符合 GB/T 984 EDW-A-15
说明:
高铬钢的基础上添加大量硼化物,硬度高,堆焊层厚度不超过6mm,焊层硬度特高,耐磨性优良。
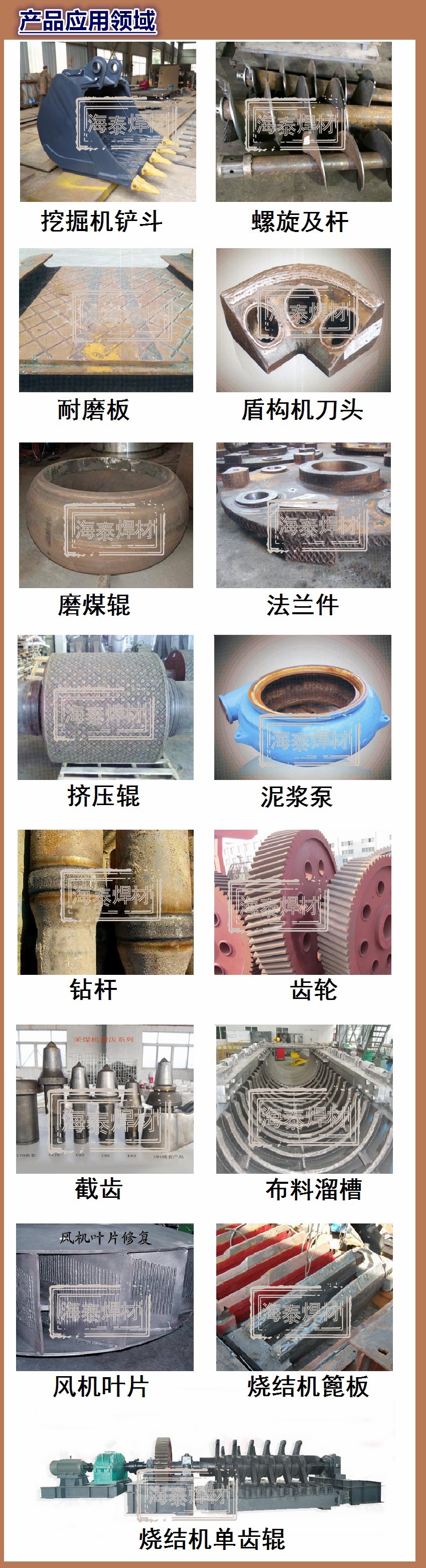
用途:
YD888Ni用于堆焊耐岩石强烈磨损之机械零件,如混凝土搅拌机叶片、推土机和泵浦叶片、挖泥机叶片、高速混砂箱等。
熔敷金属化学成分(%)
C | Mn | Si | W | |
保证值 | 1.50~3.00 | ≤2.00 | ≤4.00 | 40.00~50.00 |
堆焊层硬度:
HRC≥68-75
参考电流 (DC+)
焊丝规格(mm) | 焊接电流(A) | 焊接电压(V) |
φ1.2 1.6 | 220 | 26 |
注意事项:
施焊工件应做除油、除锈处理。
2.焊接时,气体流量一般在20~25L/min。
3.药芯焊丝焊接时,干伸长度应为15~25mm。
4.在堆焊大型工件前应适当预热至300℃左右。
5.焊丝库房的湿度应保持在小于60%。
6.非真空包装焊丝存放时间不宜超过半年,真空包装焊丝存放时间不宜超过一年。
海泰耐磨焊丝简明表:
分类 | 型号 | 硬度(HRC) | 特点及主要用途 |
高硬度耐磨焊丝 | HT-YD688(Q) | 50-60 | 用于立磨打底焊(韧性好,可以多层焊) |
HT-YD788(Q) | 58-65 | 硬度高,可以多层堆焊 | |
HT-YD888(Q) | 60-65 | 硬度高,对焊层厚度不超过6mm | |
HT-YD888Ni(Q) | 58-65 | 高铬合金焊丝,用于耐磨表面堆焊 | |
HT-YD988(Q) | 55-63 | 高铬合金焊丝,用于耐磨表面堆焊 | |
HT-YD95(Q) | 55-63 | 高铬合金焊丝,用于耐磨表面堆焊 | |
耐高温焊丝 | HT-YD990(Q) | 55-65 | 用于850℃高温耐磨堆焊 |
盾构机耐磨焊丝 | HT-583 | 52-56 | 地铁盾构施工刀具刃口堆焊专用,也可用于煤碳、矿石装载机料斗和刃口堆焊修复。 |
钻杆 | HT-100XT | 52-58 | 用于旋挖钻杆、打井钻杆、探水钻杆、石油钻杆、螺旋钻杆等耐磨部位的堆焊修复。 |
可替代焊条耐磨焊丝 | HT-YD172(Q) | ≥40 | 用于堆焊齿轮、挖泥斗、矿山机械等磨损件 |
HT-YD207(Q) | ≥50 | 用于堆焊推土机刀片,螺旋桨等磨损零件 | |
HTYD212(Q) | ≥50 | 用于堆焊各种受磨损的机件表面,如齿轮、挖斗、矿山机械 | |
HT-YD256(Q) | HB≥170 | 高锰钢堆焊,适用于破碎机等受冲击磨损部位的堆焊 | |
HT-YD322(Q) | ≥55 | 用于堆焊各种冲模及切削刃具,兼用于修复要求耐磨损性能较高之机械零件 | |
HT-YD327A(Q) | ≥55 | 专门用于模具堆焊,耐磨性能高于D322 | |
HT-YD337(Q) | ≥48 | 用于铸钢或锻钢上堆焊锻模 | |
HT-YD397(Q) | ≥40 | 用于堆焊铸钢或锻钢做坯体的热锻模或堆焊高强度耐磨件 | |
HT-YD507Mo(Q) | 35-45 | 用于510℃以下中高压阀门堆焊 | |
HT-YD707(Q) | 55-61 | 碳化钨合金焊丝,堆焊煤矿运输机、砂石运输机叶轮 | |
高锰钢耐磨焊丝 | HT-YD114(Q) | 50-55 | 高锰钢堆焊焊丝,受强烈冲击后,表面具有加工硬化的特点。 |
HT-YD115(Q) | 50-55 | 用于受严重冲击高锰钢堆焊,加工硬化效果显著。 | |
轧辊焊丝 | HT-YD430 | 35-40 | 用于轧辊堆焊 |
HT-YD320H | 45-55 | 用于轧辊堆焊 | |
HT-YD224 | 45-55 | 用于热轧开坯辊堆焊 | |
HT-YD224B | 53-60 | 用于热轧开坯辊堆焊 | |
HT-YD414N | 40-45 | 用于连铸辊堆焊 | |
HT-YD414N-O | 40-50 | 用于连铸辊堆焊 | |
复合板焊丝 | HT-HD166 | 58-65 | 耐磨复合板专用明弧药芯焊丝 |
 会员中心
会员中心